联 系 人 :王先生
手 机:13921880911
邮 编:224022
乐发9网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号
关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。涂装设备工程是一项亟待解决及发展的工程项目,由于技术方面的种种原因,导致涂装生产线利用效果不是很理想,那么该如何改善呢?经过研究和多次的尝试,一些提高涂装设备工程生产效率的有效办法逐渐浮出水面,通过实验,效果非常显著。1、充分提高涂装挂具的利用率,成套挂具变为单件挂具,专用挂具变为兼用挂具,同时挂件数量不断成倍增加,使得涂装生产线的生产效率与生产能力大幅提升。2.采用研制的专用涂装前处理药剂,新的低温磷化剂与脱脂剂,大大减少了升温过程。除此之外,新的磷化剂渣少,大大节省了清理槽体结渣的时间,方便生产管理的同时,提升了工作时间的效率。新的磷化剂使用温度很低,降低了能量消耗,节约了生产成本。3.对设备进行改进,加多备用槽体,对线体进行了一些改造,在原有的脱脂槽和预脱脂槽的旁边预留增加脱脂槽和预脱脂槽。这样,任何时候更换槽液,都不会影响正常生产,只需提前配好另一个槽液即可。以上就是不粘锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。无论是机械零件还是金属构件,突出的问题就是表面磨损或腐蚀或者两者皆之。这里简要介绍一下涂层应用指南:1、耐磨损——热喷涂技术在高温和低温下的广泛应用领域。这类涂层具体分为以下几种(1)耐粘着磨损或划伤——两个表面相对滑动,碎屑从一个表面粘到另一个表面时,发生粘着磨损或划伤。专用典型涂层为钴基碳化钨、镍铬/碳化铬涂层。(2)耐磨粒磨损——当较硬表面在较软表面上滑动,而且两表面之间存在磨损时,发生磨粒磨损。当纤维和丝线在表面高速通过时,也发生磨粒磨损。专有典型涂层为钴基镍铬合金、自熔合金混合钼、氧化铬涂层。(3)耐微振磨损——重复加载和卸载产生周期应力导致表面开裂和大面积脱落。专用典型涂层为氧化铝/二氧化钛涂层。(4)耐气蚀磨损——液体流动在表面产生机械冲击。专用典型涂层为铝青铜涂层。(5)耐冲蚀磨损——气体或液体携带粒子高速冲击表面时,发生冲蚀磨损。专用典型涂层为氧化铝/二氧化钛、氧化铝涂层。 以上就是不粘锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。耐高温抗氧化——这类涂层抗化学或物理分解,改善零件的高温性能。这类涂层分为以下几种: (1)热障涂层——在零件和高温环境之间充当热屏障。典型涂层为用氧化钇做稳定化处理的氧化锆涂层。(2)抗高温氧化涂层——保护基体抗高温氧化。典型涂层为镍/铬涂层。(3)耐热腐蚀涂层——保护暴露在热腐蚀性气体中的基体。典型涂层为镍/铬涂层。以上就是不粘锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。1.密度非常小。塑料的密度通常在1到2之间,是钢材的1/8到1/4.作为涂层材料,其能耗低于金属材料。2.良好的化学稳定性。大多数陶瓷喷涂制造商对酸性、碱和有机溶剂具有良好的耐腐蚀性,特别是PTFE塑料称为“塑料王”,除了它可以与熔融碱金属钾、钠、锂和三氟氯、在高温下结合三氟氧化物、的氟流速高,几乎耐所有化学介质(包括浓硝酸和王水)的腐蚀,且长期工作温度可达230°C! 260°C3良好的耐磨性、内置型号、自润滑、电气绝缘、减震、吸声和抗冲击性。更多的工程塑料如POM、氯化聚醚、聚酰胺(尼龙)、聚四氯乙烯等,具有低摩擦系数和自润滑性能,自然增强其耐磨性。通过添加各种填料,可以进一步降低摩擦系数,并且可以提高耐磨性,从而提高承载能力。几乎所有塑料袋都具有优异的电绝缘性和耐电弧性,其性能可与陶瓷、橡胶相媲美。以上就是不粘锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。长期以来,只能通过在1000摄氏度以上进行烧结的技术来生产陶瓷涂层。但是,一种新颖的喷涂方法,粉末气溶胶沉积(PAD)使它们能够在正常室温下生产。因此,它对于工业应用非常有吸引力。拜罗伊特大学的工程科学家Ralf Moos在Dr.-Ing教授的指导下,正致力于这项技术的不断发展。在《先进材料》杂志上,他们展示了其优势,并展示了如何针对高科技应用优化陶瓷膜的功能特性。使用PAD,可以将致密的陶瓷膜应用于非常不同类型的材料,例如钢,玻璃,硅或甚至是塑料。为此,首先借助于载气将干燥的陶瓷粉末转化为气溶胶,即气体和固体颗粒的混合物。然后将气雾剂输送到真空室中,并通过喷嘴将其加速到每秒几百米,并引导到要涂覆的材料上。撞击时,细小的陶瓷颗粒破裂。产生的碎片只有几纳米大小,具有新鲜,活跃的表面。它们形成紧密粘合的致密涂层,厚度在1到100微米之间。Ing博士解释说:“由于其致密的微观结构,即使在沉积之后,涂层也已经显示出优异的机械性能。它们非常坚硬并且具有良好的耐化学性。” 研究的作者JörgExner,是大学PAD研究工作的推动力。然而,事实证明,在不进行进一步步骤的情况下,涂层的某些功能特性,特别是导电性不足。然而,在他们的新研究中,拜罗伊特的工程科学家现在能够报告有效的优化方法。以上就是不粘锅喷涂线厂家给大家介绍的内容。

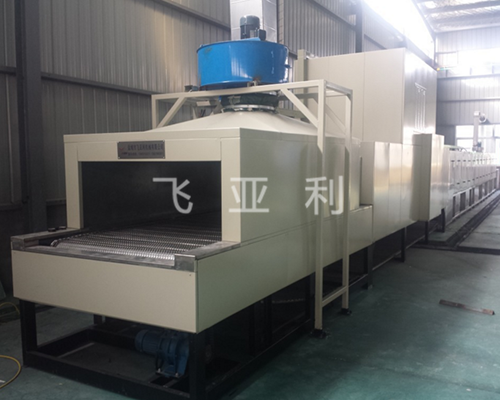
关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘锅喷涂线厂家。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是不粘锅喷涂线厂家给大家介绍的内容。

扫一扫关注