联 系 人 :王先生
乐发9手 机:13921880911
邮 编:224022
网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。⑷加强涂装安全技术的管理,贯彻执行涂装作业安全规程有关国家标准,建议执行涂装生产线设计和制造许可证制,改进和完善安全防护措施,保证生产安全、人员安全,符合环保要求。⑸采用新技术、推广采用新涂料,积极对原有技术落后的涂装生产线进行技术改造,使涂装生产线设备的非标准设计和生产改为标准化、系列化设计和生产,提高涂装生产线设备的技术水平和生产水平。采用新工艺、新设备、新材料,积极采用节能措施,采用线上检测,推广计算机在涂装生产线上的 应用,提高生产线的机械化、自动化水平,提高涂装工件的防腐和装饰质量,保证涂装生产线设备的质量。⑹占领市场需要深谋熟虑的策划、营销、服务,要做到科学的管理、先进的技术、优良的服务,涂装行业的设计和制造单位要同心同德加强合作,更好地为用户服务。以上就是不粘漆喷涂线厂家给大家介绍的内容。

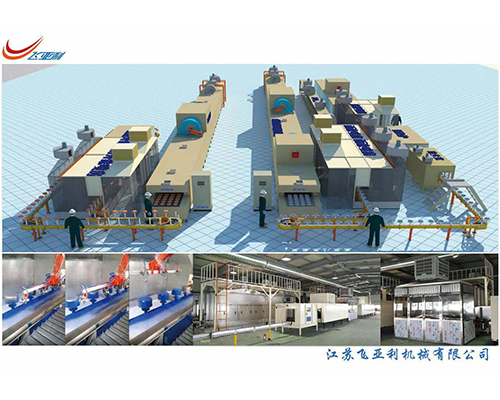
关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。搪瓷喷涂线:喷涂流水线的用途。喷涂流水线也称涂装流水线,指对金属和非金属表面覆盖保护层或装饰层的专用流水线工具。喷涂流水线,它解决了现有施工人员控制喷涂机进行喷涂存在劳动强度大、效率低、人数多,涂层质量不稳定,均匀性差,浪费涂料等的问题。本自动化喷涂流水线,包括能够在地面上行驶的机动车和悬挂在机动车尾部的自动化横移喷涂装置,在机动车上设有控制机动车纵向匀速移动和控制自动化横移喷涂装置横向喷涂的控制系统。该自动化喷涂流水线能够根据设定的参数自动进行大面积喷涂,减少用工人数、喷涂效率高;喷涂质量稳定均匀性好。以上就是不粘漆喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。涂装生产线设备自70年代开始不断发展,特别是改革开放之后发展迅速,但基本上是处于一种“自发”状态,国产涂装设备也不适应市场需求,不少关键喷涂设备还是以引进为多。估计目前我国现有涂装生产线数千条以上,且每年还要投资新建数百条生产线,全国每年投资约为十几亿人民币之多,国外销售产品及合资公司所占份额达30%—40%。⑴要重视涂装专业人员的培养。大专院校应按市场需求设立相关专业;加强对现有人员培训,提高技术素质;加强涂装生产线技术开发的投入,对涂装生产线制造企业优胜劣汰,建立现代化涂装行业的管理体制。⑵由于涂装生产线在国民经济中所占的比例及所起的作用,故应营造必要的舆论,引起国家职能部门和行业管理部门的重视,进行必要的宏观规划和专业指导,并对行业的发展给予必要的支持。⑶尽快建立全国涂装行业信息网,提高涂料质量和加强技术交流,组织协调对引进项目的参观、研讨、消化吸收、创新,共同为涂装设备国产化而努力。以上就是不粘漆喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。陶瓷喷涂线有哪些特色?1.在纤维板上、微晶玻璃板、尼龙轴承以及玻璃钢板上喷涂陶瓷涂层,结合强度23MPa,硬度HV1300 2.在0.15mm薄钢板上喷涂陶瓷涂层,结合强度48-380MPa,硬度HV850-1300 3.在直径20mm以内,8m不锈钢钢管内涂层陶瓷,结合强度48-380MPa,涂层厚50μ左右,硬度HV850-1100 4.在石墨上涂陶瓷涂层(耐1750℃),结合强度23MPa 以上就是不粘漆喷涂线厂家给大家介绍的内容。
关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是不粘漆喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下不粘漆喷涂线厂家。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是不粘漆喷涂线厂家给大家介绍的内容。

扫一扫关注