联 系 人 :王先生
手 机:13921880911
邮 编:224022
乐发9网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线价格。在这种情况下,晶体结构至关重要。陶瓷颗粒对材料的强烈冲击会导致碎片中出现结构缺陷。这不仅影响电导率,而且影响其他功能特性。“通过热后处理或所谓的回火,几乎可以完全消除这些缺陷。我们已经证明,所需的温度通常比常规烧结要低得多。避免这些高温的方法是使PAD如此具有吸引力。因此,它仍然是正确的。这项技术具有很高的工业潜力,尤其是在需要高质量陶瓷涂层的地方。” Exner总结道。处理哪种类型的陶瓷材料取决于预期的技术应用:介电陶瓷适合用作电容器,导电功能陶瓷适合用于传感器,并且钇稳定的氧化锆用于高温燃料电池。甚至锂离子电池也可以这种方式生产。在拜罗伊特大学获得的对陶瓷膜结构及其功能特性的科学理解,将大大有助于以可持续的方式将高质量涂层组件集成到复杂系统中的目标。因此,例如在能量存储和转换领域中的新技术,或者用于环境监测的新技术,将从粉末气溶胶沉积应用中受益匪浅。以上就是高压锅喷涂线价格给大家介绍的内容。
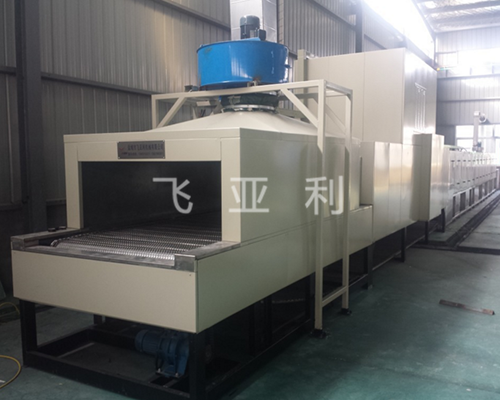
关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线价格。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是高压锅喷涂线价格给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线价格。陶瓷喷涂制造商的陶瓷喷涂涂层有三种主要的防腐应用形式。1.金属陶瓷喷涂主要是锌、铝合金、锡0.61776铅和其他纯金属及合金材料、不锈钢涂层,并根据工作条件要求不同的密封剂来密封孔。2.陶瓷喷涂Al2O3、Cr2O3、TiO2等酸,碱和有机聚醚等物质,可抵抗酸性、碱和有机腐蚀金属氧化物涂层,辅以适当的密封剂,达到防腐目的。3.各种工程塑料涂料喷涂聚乙烯、尼龙、聚苯硫醚、氧化聚醚等材料,可承受酸性、碱和有机介质,工作温度可达到塑料粉末材料的形状应该是球形或接近球形,这有利于在喷涂过程中平滑的粉末进料。以上就是高压锅喷涂线价格给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线价格。涂装设备工程是一项亟待解决及发展的工程项目,由于技术方面的种种原因,导致涂装生产线利用效果不是很理想,那么该如何改善呢?经过研究和多次的尝试,一些提高涂装设备工程生产效率的有效办法逐渐浮出水面,通过实验,效果非常显著。1、充分提高涂装挂具的利用率,成套挂具变为单件挂具,专用挂具变为兼用挂具,同时挂件数量不断成倍增加,使得涂装生产线的生产效率与生产能力大幅提升。2.采用研制的专用涂装前处理药剂,新的低温磷化剂与脱脂剂,大大减少了升温过程。除此之外,新的磷化剂渣少,大大节省了清理槽体结渣的时间,方便生产管理的同时,提升了工作时间的效率。新的磷化剂使用温度很低,降低了能量消耗,节约了生产成本。3.对设备进行改进,加多备用槽体,对线体进行了一些改造,在原有的脱脂槽和预脱脂槽的旁边预留增加脱脂槽和预脱脂槽。这样,任何时候更换槽液,都不会影响正常生产,只需提前配好另一个槽液即可。以上就是高压锅喷涂线价格给大家介绍的内容。

扫一扫关注