联 系 人 :王先生
手 机:13921880911
邮 编:224022
乐发9网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

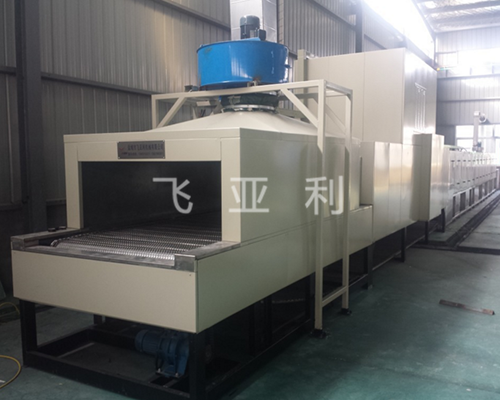
关于喷涂线大家了解多少呢,今天就给大家介绍一下烤盘喷涂线厂家。陶瓷喷涂线设备结构这是通过粉末火焰喷枪实现的,其原理是喷涂。喷枪通过气阀分别引入燃料气体(主要是乙炔)和氧气中,混合后从喷枪的环形孔或梅花形孔中喷出,产生燃烧火焰。喷枪配有粉末料斗或送粉管,利用送粉气流产生的负压吸入粉料斗中的粉末,使粉末随着气流从喷嘴中心进入火焰,加热熔化或软化,火焰流以一定的速度将熔融的颗粒喷射到工件上。现在,这种陶瓷粉末喷枪不断改进和改进,粉末可以被迫进入火焰的火焰核心等离子氮化硅陶瓷喷涂,以延长粉末在火焰中的停留时间,使粉末可以充分加热,之后喷涂熔融粉末,通过空气加速,提高涂层质量。粉末的供应也有很大的改进,并且粉末可以根据需要在、的恒定时间定量供应。由于粉末火焰喷涂具有设备简单、,初期投资少,现场施工方便,操作方便等优点,是陶瓷喷涂应用的常用方法。以上就是烤盘喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下烤盘喷涂线厂家。无论是机械零件还是金属构件,突出的问题就是表面磨损或腐蚀或者两者皆之。这里简要介绍一下涂层应用指南:1、耐磨损——热喷涂技术在高温和低温下的广泛应用领域。这类涂层具体分为以下几种(1)耐粘着磨损或划伤——两个表面相对滑动,碎屑从一个表面粘到另一个表面时,发生粘着磨损或划伤。专用典型涂层为钴基碳化钨、镍铬/碳化铬涂层。(2)耐磨粒磨损——当较硬表面在较软表面上滑动,而且两表面之间存在磨损时,发生磨粒磨损。当纤维和丝线在表面高速通过时,也发生磨粒磨损。专有典型涂层为钴基镍铬合金、自熔合金混合钼、氧化铬涂层。(3)耐微振磨损——重复加载和卸载产生周期应力导致表面开裂和大面积脱落。专用典型涂层为氧化铝/二氧化钛涂层。(4)耐气蚀磨损——液体流动在表面产生机械冲击。专用典型涂层为铝青铜涂层。(5)耐冲蚀磨损——气体或液体携带粒子高速冲击表面时,发生冲蚀磨损。专用典型涂层为氧化铝/二氧化钛、氧化铝涂层。 以上就是烤盘喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下烤盘喷涂线厂家。陶瓷喷涂是一种热喷涂方法,采用刚性热喷涂作为热源并喷涂粉末材料,陶瓷喷涂是金属陶瓷喷涂的缩写。金属陶瓷喷涂是指在高温状态下气体的部分或完全电离,形成具有相等数量的正离子和负离子(电子)并且总体上是电中性的电导体。热源本身是一种纳米陶瓷喷涂,但只有当传统的热喷涂技术被热压缩效应压缩、的自磁压缩效应、机械压缩效应时,才会变成温度较高的压缩电弧,其中心温度称为完成。陶瓷喷涂加工。以上就是烤盘喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下烤盘喷涂线厂家。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是烤盘喷涂线厂家给大家介绍的内容。
关于喷涂线大家了解多少呢,今天就给大家介绍一下烤盘喷涂线厂家。塑胶喷涂设备车间的安全概括起来有五个方面:防火、防爆、防溶剂中毒、防烧伤、防机械伤害。为了安全的进行涂装作业,做到以上的五个方面的防护,请注意以下事项。而且是每个需要进入到塑胶喷涂设备车间的人都应该清楚的记住。1、禁止带火种入内和在车间内点燃明火。2、禁止在车间内吸烟。3、在涂料调配时注意不要使铁器碰撞,以免产生火花。4、保证供车间的排风正常,不使溶剂蒸汽外泄。5、保证所有的排风机工作正常,确保无尘车间内溶剂蒸汽及时排出室外。6、保证车间的抽风正常,停机时先停喷枪,完成清洗工作后再关风机。7、焊接维修须在有保证和有专人监督的情况下进行。以上就是烤盘喷涂线厂家给大家介绍的内容。

扫一扫关注