联 系 人 :王先生
手 机:13921880911
邮 编:224022
网 址:http://ccssfs.com
乐发9地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

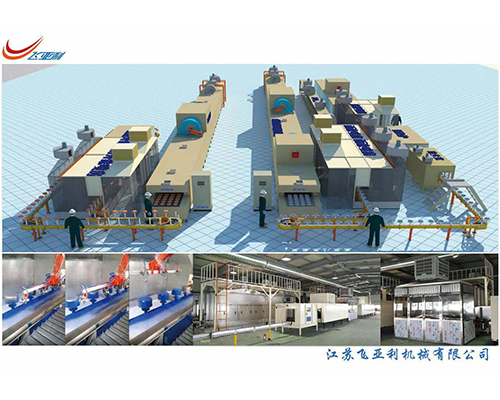
关于喷涂线大家了解多少呢,今天就给大家介绍一下空气炸锅喷涂线厂家。1.密度非常小。塑料的密度通常在1到2之间,是钢材的1/8到1/4.作为涂层材料,其能耗低于金属材料。2.良好的化学稳定性。大多数陶瓷喷涂制造商对酸性、碱和有机溶剂具有良好的耐腐蚀性,特别是PTFE塑料称为“塑料王”,除了它可以与熔融碱金属钾、钠、锂和三氟氯、在高温下结合三氟氧化物、的氟流速高,几乎耐所有化学介质(包括浓硝酸和王水)的腐蚀,且长期工作温度可达230°C! 260°C3良好的耐磨性、内置型号、自润滑、电气绝缘、减震、吸声和抗冲击性。更多的工程塑料如POM、氯化聚醚、聚酰胺(尼龙)、聚四氯乙烯等,具有低摩擦系数和自润滑性能,自然增强其耐磨性。通过添加各种填料,可以进一步降低摩擦系数,并且可以提高耐磨性,从而提高承载能力。几乎所有塑料袋都具有优异的电绝缘性和耐电弧性,其性能可与陶瓷、橡胶相媲美。以上就是空气炸锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下空气炸锅喷涂线厂家。二十一世纪新型的涂层材料,它是一种薄膜喷涂,空气干燥的陶瓷树脂涂层,能够提高所有被涂金属,FRP 加强玻璃纤维塑料、混凝土及塑料基体表面抗磨损和抗腐蚀性能。KN22是一种高度改良的以亚微级的陶瓷颗粒为填料的环氧树脂、是有不同用途的系列产品,主要有:KN17具有高耐磨性能和抗腐蚀性能;KN22用于耐磨、耐病蚀并需要颜色匹配的地方;KN22仅用于管道内涂层;KN17用于填充混凝土孔洞和金属罐的腐蚀坑洼,修补泵涡轮、泵壳。以上就是空气炸锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下空气炸锅喷涂线厂家。涂装设备工程是一项亟待解决及发展的工程项目,由于技术方面的种种原因,导致涂装生产线利用效果不是很理想,那么该如何改善呢?经过研究和多次的尝试,一些提高涂装设备工程生产效率的有效办法逐渐浮出水面,通过实验,效果非常显著。1、充分提高涂装挂具的利用率,成套挂具变为单件挂具,专用挂具变为兼用挂具,同时挂件数量不断成倍增加,使得涂装生产线的生产效率与生产能力大幅提升。2.采用研制的专用涂装前处理药剂,新的低温磷化剂与脱脂剂,大大减少了升温过程。除此之外,新的磷化剂渣少,大大节省了清理槽体结渣的时间,方便生产管理的同时,提升了工作时间的效率。新的磷化剂使用温度很低,降低了能量消耗,节约了生产成本。3.对设备进行改进,加多备用槽体,对线体进行了一些改造,在原有的脱脂槽和预脱脂槽的旁边预留增加脱脂槽和预脱脂槽。这样,任何时候更换槽液,都不会影响正常生产,只需提前配好另一个槽液即可。以上就是空气炸锅喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下空气炸锅喷涂线厂家。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是空气炸锅喷涂线厂家给大家介绍的内容。
关于喷涂线大家了解多少呢,今天就给大家介绍一下空气炸锅喷涂线厂家然后就是对于一些可以进行定期保养的涂装机械设备,就是那些可以根据各种机械设备的保养要求,在达到规定的工作小时或规定的里程后,须进行相应的定期保养,其中定期保养又分为:保养:工作内容是润滑、紧固并检查各有关部位以及清洁三滤工作(即清洁空气、机油、燃油滤清器等等部位的保养)。二级保养:以检查、调整为重。具体的内容是要检查发动机、离合器、变速器、传动机构、转向和制动机构、工作装置、液压系统以及电气系统等工作情况并进行必要的调整,排除所发现的故障,保障机械各总成、零部件具有良好的工作性能。三级保养:检测、调整、排除故障隐患及平衡各部机件的磨损程度。要对影响使用性能的部位及有故障征兆的部位进行诊断检查、状态性检测,进而完成必要的更换、调整及故障排除等工作。以上就是空气炸锅喷涂线厂家给大家介绍的内容。

扫一扫关注