联 系 人 :王先生
手 机:13921880911
邮 编:224022
乐发9网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号
关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线定制。⑷加强涂装安全技术的管理,贯彻执行涂装作业安全规程有关国家标准,建议执行涂装生产线设计和制造许可证制,改进和完善安全防护措施,保证生产安全、人员安全,符合环保要求。⑸采用新技术、推广采用新涂料,积极对原有技术落后的涂装生产线进行技术改造,使涂装生产线设备的非标准设计和生产改为标准化、系列化设计和生产,提高涂装生产线设备的技术水平和生产水平。采用新工艺、新设备、新材料,积极采用节能措施,采用线上检测,推广计算机在涂装生产线上的 应用,提高生产线的机械化、自动化水平,提高涂装工件的防腐和装饰质量,保证涂装生产线设备的质量。⑹占领市场需要深谋熟虑的策划、营销、服务,要做到科学的管理、先进的技术、优良的服务,涂装行业的设计和制造单位要同心同德加强合作,更好地为用户服务。以上就是高压锅喷涂线定制给大家介绍的内容。

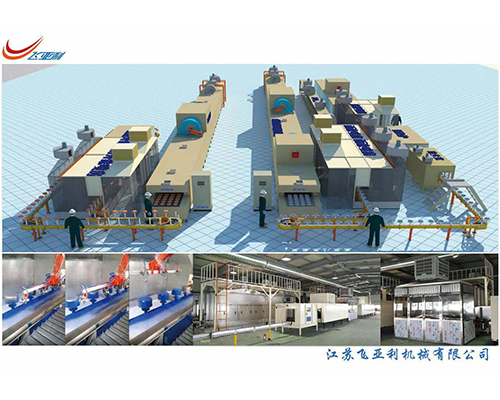
关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线定制。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是高压锅喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线定制。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是高压锅喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高压锅喷涂线定制。 1、定期检查与保养,对性能落后或老化的设备淘汰掉,对于已过保修期,维修费用昂贵或原产厂家转产无法维修的静电喷涂设备是块鸡肋,维修时间和费用影响整体效益,需更换掉,有些工件比较难喷,可备用一套高性能静电喷涂设备。需与时俱进,在条件允许情况下,用喷涂工效高、涂料利用率高的静电喷涂设备,减少次品的出现,降低返工,可提高整体工作效率。2、配备好的粉末回收系统,一方面减少反弹的粉末对车间污染严重,二来可能降低粉末的浪费。从长期角度看,增加粉末回收系统是利大于蔽的。对原来使用性能不良的回收系统,长期的使用已起不到回收系统应有的作用,能更换掉。如果公司生产规模扩大,增加新的工位提高喷涂生产能力,回收系统也应跟上。3、固化炉的使用,固化炉也是静电喷涂设备中一个重要环节,其它地方效率高,而固化跟不上,也会影响静电效率。对于加热系统落后,或自动控制能力有缺陷,加热方式能源消耗大,利用率低,成本太高、原有的固化炉尺寸不合适,不能适应多变的加工工件等情况,应该改良固化设备,提高生产效力,决不能让固化设备拖了静电喷涂设备生产效力的后腿。以上介绍的是如何在工作中提升喷涂设备的生产效率,希望大家有所了解。以上就是高压锅喷涂线定制给大家介绍的内容。

扫一扫关注