联 系 人 :王先生
手 机:13921880911
邮 编:224022
网 址:http://ccssfs.com
乐发9地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号
关于喷涂线大家了解多少呢,今天就给大家介绍一下自动化喷涂线厂家。科学技能不断地向前开展,新技能、新材料、新工艺不断涌现。电子技能、数控技能、激光技能、微波技能以及高压静电技能的开展,给涂装设备自动化、柔性化、智能化和集成化带来了新的生机,使机床的种类不断添加,技能水平不断进步。归纳起来其开展趋势有以下几个方面:1、进步涂料的归纳利用率减少糟蹋,使涂装工艺更环保更绿色。2、数控化自动化、操作简洁功率成倍进步。3、流水作业化模式不断推广。4、使用高新技能。5、开展柔性化,集成化涂装出产体系。以上就是自动化喷涂线厂家给大家介绍的内容。

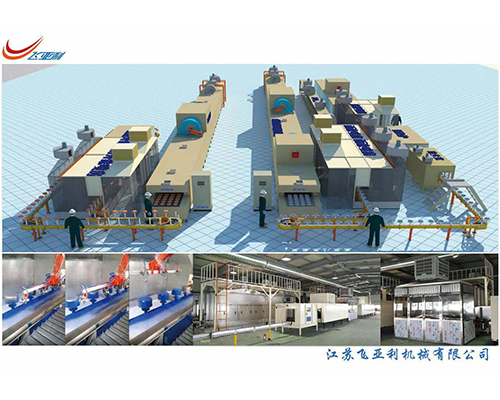
关于喷涂线大家了解多少呢,今天就给大家介绍一下自动化喷涂线厂家。搪瓷喷涂线:喷涂流水线的用途。喷涂流水线也称涂装流水线,指对金属和非金属表面覆盖保护层或装饰层的专用流水线工具。喷涂流水线,它解决了现有施工人员控制喷涂机进行喷涂存在劳动强度大、效率低、人数多,涂层质量不稳定,均匀性差,浪费涂料等的问题。本自动化喷涂流水线,包括能够在地面上行驶的机动车和悬挂在机动车尾部的自动化横移喷涂装置,在机动车上设有控制机动车纵向匀速移动和控制自动化横移喷涂装置横向喷涂的控制系统。该自动化喷涂流水线能够根据设定的参数自动进行大面积喷涂,减少用工人数、喷涂效率高;喷涂质量稳定均匀性好。以上就是自动化喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下自动化喷涂线厂家。涂装设备工程是一项亟待解决及发展的工程项目,由于技术方面的种种原因,导致涂装生产线利用效果不是很理想,那么该如何改善呢?经过研究和多次的尝试,一些提高涂装设备工程生产效率的有效办法逐渐浮出水面,通过实验,效果非常显著。1、充分提高涂装挂具的利用率,成套挂具变为单件挂具,专用挂具变为兼用挂具,同时挂件数量不断成倍增加,使得涂装生产线的生产效率与生产能力大幅提升。2.采用研制的专用涂装前处理药剂,新的低温磷化剂与脱脂剂,大大减少了升温过程。除此之外,新的磷化剂渣少,大大节省了清理槽体结渣的时间,方便生产管理的同时,提升了工作时间的效率。新的磷化剂使用温度很低,降低了能量消耗,节约了生产成本。3.对设备进行改进,加多备用槽体,对线体进行了一些改造,在原有的脱脂槽和预脱脂槽的旁边预留增加脱脂槽和预脱脂槽。这样,任何时候更换槽液,都不会影响正常生产,只需提前配好另一个槽液即可。以上就是自动化喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下自动化喷涂线厂家。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是自动化喷涂线厂家给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下自动化喷涂线厂家。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是自动化喷涂线厂家给大家介绍的内容。

扫一扫关注