联 系 人 :王先生
乐发9手 机:13921880911
乐发9邮 编:224022
乐发9网 址:http://ccssfs.com
乐发9地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

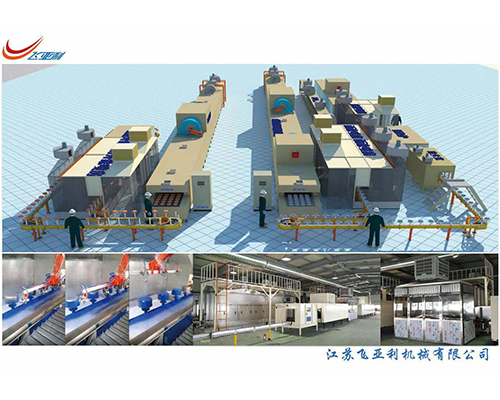
关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。不粘锅喷涂线特点1、 不粘锅清洗线,喷涂线,内胆氧化线。类别:清洗设备。特点:(1) 实施流水化作业,可保证其工作的连续性及工效。(2) 分步式多次循环清洗,漂洗,直至烘干,可保证工件浊入净出,湿进干出。(3) 对于特污或工件较大,工件有缝隙、有凹槽,内管及附着物较多时,可加装高压冲洗系统,使其沉淀物提前清除。(4) 可配合其工件本体的生产流水线加装部分自动装置,以免清洗过程中的多次搬运,保证作业连续性,提高整体生产线工效。应用领域:应用于家电的金属内胆,比如电饭锅内胆、饮水机金属内胆、电熨斗金属件等等的去油污、加工后的切削液。详细介绍:该设备生产效率高、连续作业,适合大中小型企业。以上就是高温搪瓷喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。陶瓷喷涂线设备结构这是通过粉末火焰喷枪实现的,其原理是喷涂。喷枪通过气阀分别引入燃料气体(主要是乙炔)和氧气中,混合后从喷枪的环形孔或梅花形孔中喷出,产生燃烧火焰。喷枪配有粉末料斗或送粉管,利用送粉气流产生的负压吸入粉料斗中的粉末,使粉末随着气流从喷嘴中心进入火焰,加热熔化或软化,火焰流以一定的速度将熔融的颗粒喷射到工件上。现在,这种陶瓷粉末喷枪不断改进和改进,粉末可以被迫进入火焰的火焰核心等离子氮化硅陶瓷喷涂,以延长粉末在火焰中的停留时间,使粉末可以充分加热,之后喷涂熔融粉末,通过空气加速,提高涂层质量。粉末的供应也有很大的改进,并且粉末可以根据需要在、的恒定时间定量供应。由于粉末火焰喷涂具有设备简单、,初期投资少,现场施工方便,操作方便等优点,是陶瓷喷涂应用的常用方法。以上就是高温搪瓷喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。搪瓷喷涂线:喷涂流水线的用途。喷涂流水线也称涂装流水线,指对金属和非金属表面覆盖保护层或装饰层的专用流水线工具。喷涂流水线,它解决了现有施工人员控制喷涂机进行喷涂存在劳动强度大、效率低、人数多,涂层质量不稳定,均匀性差,浪费涂料等的问题。本自动化喷涂流水线,包括能够在地面上行驶的机动车和悬挂在机动车尾部的自动化横移喷涂装置,在机动车上设有控制机动车纵向匀速移动和控制自动化横移喷涂装置横向喷涂的控制系统。该自动化喷涂流水线能够根据设定的参数自动进行大面积喷涂,减少用工人数、喷涂效率高;喷涂质量稳定均匀性好。以上就是高温搪瓷喷涂线定制给大家介绍的内容。
关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。以上就是高温搪瓷喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。长期以来,只能通过在1000摄氏度以上进行烧结的技术来生产陶瓷涂层。但是,一种新颖的喷涂方法,粉末气溶胶沉积(PAD)使它们能够在正常室温下生产。因此,它对于工业应用非常有吸引力。拜罗伊特大学的工程科学家Ralf Moos在Dr.-Ing教授的指导下,正致力于这项技术的不断发展。在《先进材料》杂志上,他们展示了其优势,并展示了如何针对高科技应用优化陶瓷膜的功能特性。使用PAD,可以将致密的陶瓷膜应用于非常不同类型的材料,例如钢,玻璃,硅或甚至是塑料。为此,首先借助于载气将干燥的陶瓷粉末转化为气溶胶,即气体和固体颗粒的混合物。然后将气雾剂输送到真空室中,并通过喷嘴将其加速到每秒几百米,并引导到要涂覆的材料上。撞击时,细小的陶瓷颗粒破裂。产生的碎片只有几纳米大小,具有新鲜,活跃的表面。它们形成紧密粘合的致密涂层,厚度在1到100微米之间。Ing博士解释说:“由于其致密的微观结构,即使在沉积之后,涂层也已经显示出优异的机械性能。它们非常坚硬并且具有良好的耐化学性。” 研究的作者JörgExner,是大学PAD研究工作的推动力。然而,事实证明,在不进行进一步步骤的情况下,涂层的某些功能特性,特别是导电性不足。然而,在他们的新研究中,拜罗伊特的工程科学家现在能够报告有效的优化方法。以上就是高温搪瓷喷涂线定制给大家介绍的内容。

关于喷涂线大家了解多少呢,今天就给大家介绍一下高温搪瓷喷涂线定制。不粘锅喷涂线工艺流程1、工艺流程:上件—预脱脂(加热60℃)--脱脂(加热80℃)--再脱脂(加热80℃)--防窜液风幕--热水洗(加热50℃)--冷水洗--补水洗--防窜液风幕--表调--防窜液风幕--磷化(加热30℃)--防窜液风幕--水洗--水洗—纯水补水洗--吹水热风风幕--烘道烘干--冷却—自动喷粉—检验补喷—180烘道固化--下件 2、工艺速度:V=2.5m/min(0-2.5m/min可调) 3、各工艺参数: 总长约200M (1)上件区:(人工)≥15米 (2)前处理:30M×0.80M×4.26M(H) 区段 处理方式 温度(℃) 时间(sec) 区长(m) 上件区 120 10 预脱脂 喷淋 60-50 80 1.5 脱脂 喷淋 60-80 180 4 再脱脂 喷淋 60-80 60 1.5 吹水风幕 高压吹水 0.5 热水洗 喷淋 40-50 50 2 冷水洗 喷淋 常温 50 2 吹水风幕 高压吹水 0.5 表调 喷淋 50 2 吹水风幕 高压吹水 0.5 磷化 喷淋 30 280 10 吹水风幕 高压吹水 0.5 水洗 喷淋 常温 2 水洗 喷淋 常温 2 吹水风幕 高压吹水 70 0.5(可设计) 用途 表面涂装。以上就是高温搪瓷喷涂线定制给大家介绍的内容。

扫一扫关注