联 系 人 :王先生
手 机:13921880911
乐发9邮 编:224022
网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号
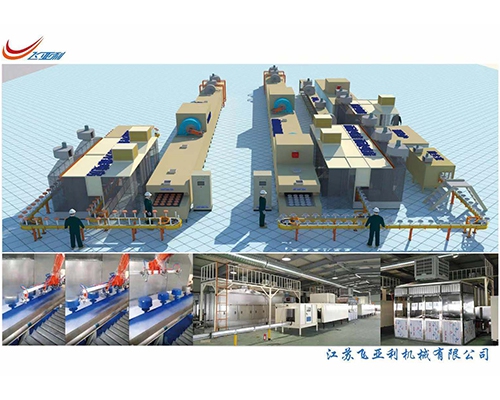
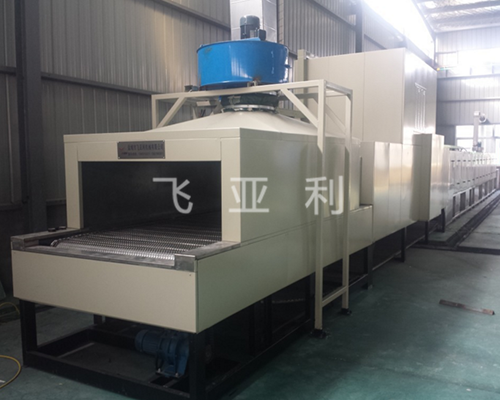
陶瓷喷涂线出现涂层脱壳、剥离如何预防
陶瓷歧涂是使用在一些状态上的热源,可以把粉状或者是丝状喷淙材料来实行加热的至熔化,然后再对于实行破射气流可以使它露化,安射在通过处理零仲表面当中,因此形成喷涂层,主要就是使用改善或者改变工件表面性育钧的加工办法。

一、涂层脱壳、剥离
1.表面得粗糙程度如果不够或者是出现灰尘吸附,因此就会使喷涂层附着力降低;我们需要加强工件表面的粗化还有喷涂之前的清理工作。
2.如果是工件含有油脂,在我们喷涂的时候就会有油脂溢出,例如球墨铸铁曲轴等;所以我们在喷之前需要仔细清除油污,并且实行适当的烘烤。
3.压缩空气中有可见的油和水﹔尽量减少压缩空气中的油与水,必要时维修或更换压缩空气装置。
4.喷枪离工件太远,金属微粒未与工件充嵌合;应缩短喷枪与工件的距离。
5.车削与拉毛、拉毛与喷涂各道工序相隔时问太长,待喷涂工件表面有氧化现象﹔应缩短表面预加、表面粗化、喷深等工序间隔时间。
6.陶瓷喷涂层在磨削机加工时,采用了氧化铝砂轮,因而使涂层局部过热而氧化;应正确选用砂轮做好冷却措施。
7.喷枪火焰不集中或偏斜,造成金属微粒不能有力地粘着在工件表面;应捡修喷枪或更换之。
8.工件线速度还有喷枪移动的速度过慢,在我们进行喷涂的过程当中夹杂物会飘浮在工件的表面,减少附着的强度;这个时候我们需要调整工件线的速度,控制喷涂间的飘浮物。

扫一扫关注