联 系 人 :王先生
手 机:13921880911
乐发9邮 编:224022
乐发9网 址:http://ccssfs.com
地 址:中国 江苏 盐城市盐都区 义丰镇朝阳新路8号

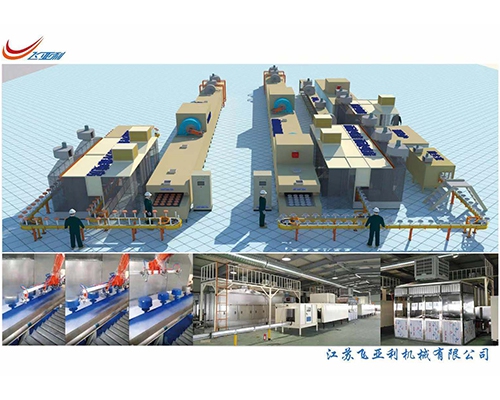
陶瓷喷涂线设备结构
陶瓷喷涂线设备结构这是通过粉末火焰喷枪实现的,其原理是喷涂。喷枪通过气阀分别引入燃料气体(主要是乙炔)和氧气中,混合后从喷枪的环形孔或梅花形孔中喷出,产生燃烧火焰。喷枪配有粉末料斗或送粉管,利用送粉气流产生的负压吸入粉料斗中的粉末,使粉末随着气流从喷嘴中心进入火焰,加热熔化或软化,火焰流以一定的速度将熔融的颗粒喷射到工件上。现在,这种陶瓷粉末喷枪不断改进和改进,粉末可以被迫进入火焰的火焰核心等离子氮化硅陶瓷喷涂,以延长粉末在火焰中的停留时间,使粉末可以充分加热,之后喷涂熔融粉末,通过空气加速,提高涂层质量。粉末的供应也有很大的改进,并且粉末可以根据需要在、的恒定时间定量供应。由于粉末火焰喷涂具有设备简单、,初期投资少,现场施工方便,操作方便等优点,是陶瓷喷涂应用的常用方法。
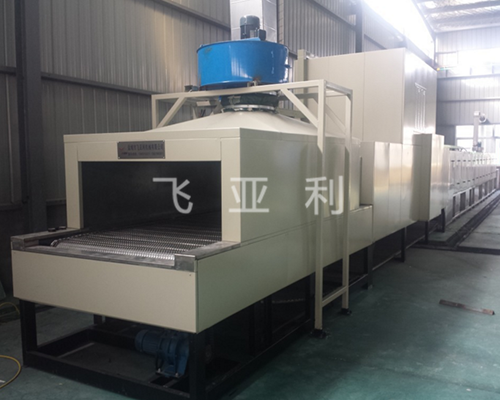
陶瓷喷涂加工
陶瓷喷涂是一种热喷涂方法,采用刚性热喷涂作为热源并喷涂粉末材料,陶瓷喷涂是金属陶瓷喷涂的缩写。金属陶瓷喷涂是指在高温状态下气体的部分或完全电离,形成具有相等数量的正离子和负离子(电子)并且总体上是电中性的电导体。热源本身是一种纳米陶瓷喷涂,但只有当传统的热喷涂技术被热压缩效应压缩、的自磁压缩效应、机械压缩效应时,才会变成温度较高的压缩电弧,其中心温度称为完成。陶瓷喷涂加工。

扫一扫关注